Ang mga makina sa paggunting sagad gigamit sa industriya sa pagproseso sa sheet metal. Ang daw yano nga aksyon sa paggunting sa tinuud adunay daghang mga limbong, gikan sa mga lakang sa pag-adjust sa gintang sa blade hangtod sa mga pamaagi sa pag-adjust alang sa lainlaing mga materyales, ug bisan ang pagpili sa mga blades. May kalabotan sa kalidad sa pagputol, ang mga musunud magpaila sa may kalabutan nga sulud sa pag-adjust sa gintang sa paggunting sa sulud sa detalye gikan sa daghang mga aspeto.
Ang blade gap adjustment hand wheel: (hydraulic swing beam shearing machine)

Electric adjustment sa blade edge clearance (hydraulic guillotine shearing machine)

Blade clearance sa lain-laing mga gunting
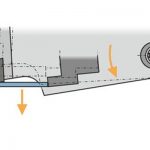
Ang swing beam shearing machine gisangkapan sa usa ka paspas nga blade gap adjustment mechanism, nga maka-adjust sa blade gap nga maayo alang sa pagputol sumala sa lain-laing mga plate nga gibag-on ug mga materyales, ug adunay himan nga tukma nga parameter nga lamesa alang sa reference selection, ug makakuha og makatagbaw nga pagputol. kalidad pinaagi sa makatarunganon nga gintang sa blade. Samtang nagtuyok ang poste sa himan, ang anggulo sa paggunting ug ang gintang sa paggunting sa mga gunting sa swing beam mausab.
Pagsagop sa tulo-ka-puntos nga mga roller nga giya, pinaagi sa puwersa ngadto sa atubangan nga roller pinaagi sa papilionaceous spring, ang cutting beam nagpadayon sa pagkontak sa hugot sa duha ka back rollers. Kung ang pagputol, ang sistema mag-adjust sa elektrisidad sa gintang sa ngilit sa kutsilyo sumala sa mga panginahanglan sa lainlaing mga sheet aron makakuha og mas maayo nga kalidad sa pagputol.

Ang kalainan sa blade gap adjustment
Ang swing beam shearing machine adunay function sa mano-mano nga pag-adjust sa blade gap, ibalik lang ang kuptanan. Ang guillotine shears adunay function sa elektrikal nga pag-adjust sa blade gap, nga mahimong ma-adjust nga mas sayon ug tukma pinaagi sa sistema, nga mapuslanon aron makakuha og mas maayo nga kalidad sa paggunting.

| Mga lakang sa pag-adjust sa blade gap |
| 1. Kuhaa ang ubos nga blade ug limpyohi kini matag piraso |
| 2. Ang sulab mahimong gamiton sa tanang upat ka kilid, ug ang pinili nga usa ka kilid hugot nga gi-instalar. Ug susiha ang pagkatul-id sa blade sa pinahigda ug bertikal nga direksyon. |
| 3. Ang ibabaw nga sulab giayo ug dili ma-adjust. Atong i-adjust ang shear blade gap pinaagi sa pag-adjust sa ubos nga blade. |
| 4. Pangitaa ang wala ug tuo nga mga screw sa ubos nga blade aron madugangan ang clearance, kasagaran sa gawas nga bahin. |
| 5. Pangitaa ang duha ka set nga screw sa wala ug tuo sa ubos nga blade nga nagduso sa ubos nga blade aron makit-an ang gintang. Adunay mga naka-lock nga backup nuts sa kanila. Kasagaran, sa sulod. |
| 6. Luwasa ang wala ug tuo nga upat ka bolt sa ubos nga blade nga lamesa |
| 7. Ang ibabaw nga blade gipaubos sa hustong posisyon pinaagi sa manwal nga pagliko, ug ang operator moadto sa blanking area sa shearing machine aron magsugod sa pag-adjust |
| 8. Paggamit ug feeler gauge aron halos i-adjust ngadto sa 0.5 mm gikan sa walay sulod nga bahin sa ibabaw ug ubos nga blades sa wala nga kamot |
| 9. Ang manwal nga pagliko naghimo sa blade nga mosaka sa tunga nga posisyon ug halos mag-adjust sa 0.5 mm. |
| 10. Ang manwal nga pagtuyok makapahimo sa blade nga mosaka sa hustong posisyon diin ang ibabaw ug ubos nga mga kutsilyo dili matangtang. Ang tunga nga posisyon halos gibag-o sa 0.5 mm. |
| 11. Manwal nga ibalik ang ibabaw nga blade sa hustong posisyon ug sugdi ang maayong pag-adjust. |
| 12. Gamita ang feeler gauge aron maayo ang posisyon diin ang ibabaw ug ubos nga blades sa wala nga kamot dili mopaak hangtod ang tulo ka wire sa feeler gauge makasulod sa lima ka wire. |
| 13. Manwal nga ibalik ang blade ngadto sa tunga nga posisyon ug sugdi ang maayong pag-adjust hangtod nga ang feeler gauge makasulod sa tulo ka wire ug lima ka wire ang dili makasulod. |
| 14. Manwal nga iliko ang blade ngadto sa posisyon diin ang ibabaw ug ubos nga mga kutsilyo dili matangtang sa tuo nga kilid ug magsugod og maayo nga pag-adjust hangtud nga ang feeler gauge makasulod sa tulo ka wire ug lima ka wire dili makasulod. |
| 15. Sa diha nga ang pagputol sa ngilit sa shearing machine hait, kon adunay mga burrs sa ngilit sa cut sheet, ang gintang tali sa ibabaw ug sa ubos nga blades mahimong tukma nga pagkunhod. |
Kasagaran nga mga problema ug kahanas sa pag-adjust sa kutsilyo
Ang labing kanunay nga makit-an nga metal nga mga palid mao ang:
1. Baga nga mga palid sa 13mm.
2. 0.2 ~ 4mm manipis nga plato.
3. Bulak nga tabla.
4. Taas nga tension plate (kasagaran gigamit sa metal nga sheet sa awto).
5. Titanium nga plato
Ang kasagarang problema sa blade mao ang pagkaputol o pagkaputol sa himan. Agig tubag niini nga mga problema, kinahanglan una natong mahibal-an ang gintang tali sa ibabaw ug ubos nga mga blades.
Ang mga kahanas sa pag-adjust sa mga blades
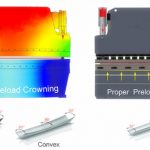
Kung gi-adjust ang blade, kinahanglan nimo nga ibutang ang gintang gikan sa mga 2 ~ 3mm nga mas baga kaysa sa gibag-on sa plato. Sa ato pa, kung gusto nimong putlon ang usa ka 5mm nga gibag-on nga plato, kinahanglan ka magsugod sa pag-adjust gikan sa 7mm o 8mm, ug hinayhinay nga i-adjust kini, kung imong putlon kini Ang pagputol sa nawong sa plato nagpakita sa 1/3 nga hayag nga nawong ug 2/ 3 matte nga nawong, nga nakab-ot ang labing kaayo nga epekto sa pagputol. Ang mga detalye mao ang mosunod:


Ang setting sa gintang sa dihang ang pagputol sa pattern board malisud, ug kini kinahanglan nga ipasibo gikan sa pinakabaga nga gibag-on nga kalkulado gikan sa pinaka-convex nga punto sa pattern board, imbes nga gamiton ang gibag-on sa board direkta. Usab, ang pagputol sa convex nga kilid sa pattern nga nag-atubang sa ubos makapalugway sa kinabuhi sa himan.
Dugang pa, ang materyal sa plato kinahanglan nga tagdon, ilabi na sa pagputol sa stainless steel. Ang galamiton sa pagputol kinahanglang hait, dili masul-ob ug gahi. Busa, ang sulab sa hydraulic shearing machine kinahanglan nga hisgutan. Gawas pa sa anggulo sa sulab sa kutsilyo ug uban pang disenyo sa hitsura ug katukma sa produksiyon, ang napili nga materyal usa ka hinungdan nga hinungdan nga nakaapekto sa kalidad sa himan.
May Kalabutan nga mga Produkto
 Ang Kalainan Tali sa Guillotine Shearing Machine ug Swing Beam Shearing Machine
Ang Kalainan Tali sa Guillotine Shearing Machine ug Swing Beam Shearing Machine- Operasyon ug Pagmentinar sa CNC Sheet Metal Brake
- Unsaon Pag-operate ang Guillotine Shearing Machine
- Ang Pagpaila sa Gihiusa nga Punching ug Shearing Machine
- QC12 Guillotine Shear Hydraulic Metal Sheet Cutting Machine
- Pag-ayo sa Kasagarang Kapakyasan sa Hydraulic Shearing Machine ug Pagmentinar sa Oil Circuit System
- Kasagarang mga Kasaypanan ug Pamaagi sa Pag-troubleshoot alang sa Upat ka Kolum nga Hydraulic Press
- Hydraulic Guillotine Metal Sheet Plate Stainless steel shearing machine
- Unsaon Paghimo sa Deflection Compensation alang sa CNC Sheet Metal Bender
- QC11Y Hydraulic Guillotine Shearing Machine