Bentaha sa CNC Hydraulic Press Brake Machine

1. Sayon nga Operasyon
Ang CNC press brake sayon kaayo nga operahan ug dili kaayo labor intensive nga makina. Busa ang operator makahimo sa pagdumala sa daghang mga makina sa usa ka higayon. Kini nga mga makina mahimong yano nga operahan pinaagi sa paghikap, pagbati, ug tingog sa operator. Gawas pa niini, sila labi ka mahigalaon sa tiggamit ug adunay kusgan kaayo nga sistema sa pagkontrol.
2. Flexible nga Programming
Ang flexible programming sa CNC press brake makapahimo sa operator nga makontrol ang makina sa yano nga English o bisan unsang uban nga angay nga lengguwahe.

Ang lain-laing mga matang sa mga operasyon nga mahimong ipahigayon anaa usab isip mga kapilian sa menu. Sa higayon nga mapili ang gikinahanglan nga operasyon, laing lista sa mga pangutana ang makita sa screen mahitungod sa mga panahon sa siklo, mga materyales, mga pressure, ug uban pang mga elemento nga may kalabutan sa proseso sa produksyon. Ug human ma-input sa operator ang mga tubag sa makina, ang mga kantidad gipakita sa screen alang sa pagkumpirma sa wala pa magsugod ang may kalabutan nga buluhaton.
3. Modernong Disenyo
Ang CNC press brake naglakip sa usa ka moderno nga disenyo nga makapahimo sa operator sa dali nga paghan-ay sa han-ay sa mga liko. Nagtabang usab kini sa operator nga dali nga makagama sa gikinahanglan nga produkto. Dugang pa, ang operator dili na kinahanglan nga magbanabana sa gikinahanglan nga kantidad sa presyur aron makahimo og usa ka piho nga ang-ang sa liko. Bisan ang ubang mga butang sama sa gitas-on sa flange, matang sa materyal, gidaghanon sa gibag-on, ug ang-ang sa bend mahimong direkta nga mosulod ngadto sa CNC control unit. Ang bahin nga pagahimoon mahimo usab nga tan-awon sa 2D o 3D nga nahuman nga bersyon. Gawas pa niini, human maprograma ang unang bahin sa makina o pinaagi sa usa ka offline nga PC, ang dili kaayo hanas nga operator dali ra usab nga makahimo sa sunod nga mga bahin.

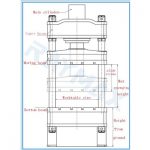
4. Adunay duha ka linear nga timbangan nga gibutang sa "C" nga mga palid sa duha ka kilid.
Giayo namo kini sa worktable aron mawagtang ang epekto sa deflection sa panahon sa pagtrabaho. Ang linear nga sukdanan magsusi sa duha ka tumoy nga posisyon sa ram (Y1, Y2) ug magpadala ug signal. Human mapadako sa CNC amplifier, ang signal ibalik sa kompyuter. Dayon ang kompyuter magkontrolar sa gidaghanon sa lana, nga mosulod sa mga silindro. Busa ang parallelism sa ram ug worktable mahimong kontrolado ubos sa ± 0.01mm.
5. Pagkadagaya: Iduko ang bisan unsang gibag-on ug matang sa materyal (sulod sa mga limitasyon sa pisikal nga brake), lakip ang mga komplikadong bahin sama sa mga electronic chassis/bracket.
6. Ang sistema sa DELEM adunay awtomatik nga pagsulay ug mga function sa pag-diagnose sa kaugalingon. Usab, ang Programming naglakip sa mga gidak-on sa plato nga iduko, mga sukod sa workpiece ug pagpili sa mga himan. Dayon ang CNC system mahimong makalkulo sa bending force ug posisyon sa back gauge ug ram awtomatik. Usab ang ram penetrating ug pressing time relay mahimong kalkulado. Ang maayo kaayo nga kalidad nga electro-hydraulic proportional valve makasiguro sa pag-synchronize sa duha ka mga silindro ingon man maayo nga kapasidad sa pag-atubang sa eccentric load.

7. Ang back gauge nagsagop sa rolling ball screw ug rolling guide way, mao nga ang repeat positioning precision sa X axis mahimong moabot sa ±0.1mm.Full machine kay naay safety guard ug interlocker aron maprotektahan ang operator gikan sa nasamdan.
8. Ang mga nag-unang bahin sa pag-slide sama sa mga silindro, piston rod, giya nga paagi, tanan adunay pagtambal nga pagsukol sa pagsul-ob.
9. Ang sistema sa CNC makontrol ang stroke sa CNC hydraulic press brake machine ram ug back gauge tanan nga adunay maayo nga katukma.
Disbentaha sa CNC Hydraulic Press Brake machine
1. Pagdumala sa Materyal: Kalisud sa pagdumala sa materyal nga dagkong mga palid
2. Tooling: Ubos ug taas nga tooling gikinahanglan
3. Ang Flange Length kinahanglang molugway sa die atol sa tibuok bending operation, nga limitahan ang flange size
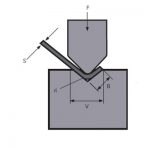
4. Spring back: Sa katapusan sa bending, spring back mahitabo tungod sa pagbawi sa pagkamaunat-unat deformation, sama sa gipakita sa Figure 1. Ang rebound phenomenon direktang makaapekto sa dimensional accuracy sa workpiece ug kinahanglang kontrolahon. Ang mga lakang sa proseso nga gihimo bahin niini mao ang: ① Pamaagi sa kompensasyon sa anggulo. Kon ang workpiece bending anggulo sa 90 °, bending machine ubos sa slot (V-shaped) opening anggulo mahimong mapili 78 °.

Hulagway 1
Ang oras sa pagpamugos gidugangan pinaagi sa pamaagi sa pagtul-id. Buhata ang pagtul-id sa presyur sa katapusan sa bending aron madugangan ang oras sa pagkontak sa ibabaw nga mamatay, workpiece, ug ubos nga lihok sa bending machine aron madugangan ang lebel sa plastic deformation sa fillet sa ubos nga groove, aron ang rebound tendency sa mga lanot sa tension ug compression zone supak sa usag usa, sa ingon pagkunhod sa pagbalik bomba.
May Kalabutan nga mga Produkto
 Ang Prinsipyo sa Pagtrabaho ug Komposisyon sa CNC Press Brake Bending Machine
Ang Prinsipyo sa Pagtrabaho ug Komposisyon sa CNC Press Brake Bending Machine- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
- Top 10 China Power Press Manufacturers
- Giunsa Pagpili ang Angay nga CNC Hydraulic Press Brake Machine
- 4 Mga Lakang aron Mahibal-an ang E21 System sa CNC Sheet Metal Bender
- Unsa ang Press Brake Crowning
- Unsaon Pag-operate ang Guillotine Shearing Machine
- Pagmentinar sa Hydraulic Power Press Machine
- Luwas nga Mga Lagda sa Operasyon sa Hydraulic Power Press Machine