Ang medium ug baga nga mga plato kaylap nga gigamit sa lainlaing mga natad ingon mga bahin sa stress, sama sa mga bulldozer, excavator, loader, mga pasahero sa tren, ug uban pang mga makinarya sa konstruksyon ug mga lokomotibo. Ang kasarangan ug bug-at nga mga palid kasagarang nagtumong sa metal nga mga palid nga adunay gibag-on tali sa 4.5 ug 25mm. Ang mga pamaagi sa pagporma sa medium ug bug-at nga mga plato nag-una naglakip sa: press brake bending forming, rolling machine forming, ug press tolling forming. Ang bending (pagpilo) kay kaylap nga gigamit ug abunda nga paagi sa pagporma sa linya sa produkto alang sa medium ug baga nga mga plato.
Ang mga kalisud sa plate bending mao ang taas nga mga workpiece, taas nga presyur, lisud nga pagporma, ubos nga kahusayan, ug lisud nga kontrolon ang katukma. Ang katapusan nga resulta sa bending mao ang usa ka komprehensibo nga pagpamalandong sa materyal nga mga parameter, proseso nga mga parameter, ug agup-op nga mga parameter. Ang makatarunganon nga disenyo niini nga mga parameter mao ang yawe sa pagpalambo sa bending performance sa medium ug baga nga mga plato.

Ang tonelada sa press brake (press brake bending machine)
Ang una nga problema nga giatubang sa medium ug baga nga plate bending mao ang pagpili sa tonelada sa press brake bending machine, ug kung ang kapasidad sa pagdala sa fixture ug ang agup-op nagtagbo sa mga kinahanglanon.
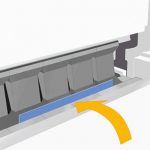
Ang puwersa F gigamit sa press brake bending machine aron sa pagduso sa us aka paglihok tali sa taas ug ubos nga mga agup-op, sa ingon gibawog ang plato. Para sa bending 90° carbon steel plates, ang WILA naghatag sa empirical value sa plate stress load, sama sa gipakita sa Table 1. Kung ang gibag-on sa carbon steel kay 20mm, ang ubos nga die nga adunay V=160mm mahimong mapili. Niini nga panahon, ang kusog nga load sa bending machine mao ang 150t / m.
F=puwersa kada yunit sa gitas-on (t/m);
S = gibag-on sa materyal (mm);
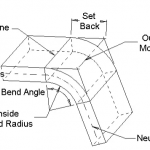
ri = bending radius sa sulod nga suok (mm);
V= ubos nga die opening size (mm);
B= pinakamubo nga sidsid sa flange (mm) );
aluminyo: F×50%;
aluminum subong: F×100%;
stainless steel: F × 150%;
stamping ug bending: F×(3~5)

Bug-at nga hydraulic clamp
Ang load-bearing nga mga pamaagi sa WILA heavy-duty upper hydraulic clamps naglakip sa top load ug shoulder load, ug ang maximum load mao ang 250t/m ug 800t/m matag usa. Ang kusog nga nagdala sa nawong sa kabit nagsagop sa CNC nga lawom nga pagpalong sa hardening nga teknolohiya. Ang katig-a sa Rockwell mao ang 56 ~ 60HRC, ug ang giladmon sa pagpatig-a hangtod sa 4mm, nga adunay taas nga katig-a ug kusog nga pagsukol sa pagsul-ob. Ang hydraulic clamp naggamit sa hydraulic paspas nga pag-clamping, ug ang pagpalapad sa hydraulic hose nagduso sa paglihok sa clamping pin aron ang agup-op awtomatik nga naglingkod ug ang bending line awtomatiko nga nakasentro. Alang sa usa ka bending nga agup-op nga adunay kinatibuk-ang gitas-on nga 6 metros, kini nagkinahanglan lamang ug mga 5 segundos alang sa hydraulic clamping nga bug-os nga clamped, ug ang komprehensibo nga paggamit efficiency mao ang 3 ~ 6 ka pilo nga mas taas kay sa ordinaryo nga manual clamping sistema.

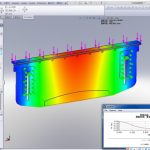
Mabug-at nga makina nga kompensasyon nga workbench
Alang sa bending sa medium ug baga nga mga plato, ang bag-ong lebel nga bersyon sa WILA sa heavy-duty nga mekanikal nga kompensasyon nga lamesa dili lamang dali nga makatagbo sa mga kinahanglanon sa pagkarga, apan makabayad usab sa deflection ug deformation sa bending machine. Ang mekanikal nga kompensasyon nga workbench nagsagop sa hydraulic clamping, ang katukma sa nawong mahimong moabot sa ± 0.01mm, ang katig-a sa rockwell mao ang 56 ~ 60HRC, ug ang giladmon sa hardening hangtod sa 4mm. Ang mekanikal nga kompensasyon nga workbench nagsagop sa unibersal nga interface sa pag-install sa UPB sa WILA, nga dali i-install ug adunay mas taas nga katukma. Kini usab adunay kaugalingon nga Tx ug Ty nga mga pag-adjust sa direksyon, nga makasiguro nga ang workbench ug ang backgauge magpabilin nga parallel sa atubangan ug likod nga mga direksyon, ug makahimo sa lokal nga angular deviation correction.

Bug-at nga bending die/tooling
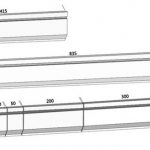
Tungod sa gibag-on sa plato, ang ubos nga agup-op nga adunay mas dako nga pag-abli nga gidak-on (V24 ~ V300) ug ang agup-op nga adunay mas dako nga kapasidad sa pagdala sa kasagaran gipili alang sa bending sa medium ug baga nga mga palid. Ang kinatibuk-ang sukod sa agup-op sa kasagaran dako, ug ang gibug-aton sa agup-op milapas sa normal nga kapasidad sa pagdumala sa operator. Uban sa tabang sa roller bearings, ang patented nga teknolohiya sa WILA nga E2M (Easy to Move) nagtugot sa mga operator sa paglihok sa bug-at nga bending molds nga sayon, luwas, ug dali, makadaginot pag-ayo sa pag-ilis sa agup-op ug oras sa pag-adjust sa makina.
Ang bending nga mga agup-op nga adunay lainlaing mga porma sa kutsilyo ug ubos nga mga pag-abli sa agup-op nga makatubag sa mga panginahanglanon sa kustomer mahimong mahatag, sama sa tul-id nga mga kutsilyo, gooseneck scimitars, fillet molds, ug multi-V molds. Pinaagi sa tukma nga paggaling sa yawe nga mga bahin, ang dimensional nga katukma sa agup-op ingon ka taas sa ± 0.01mm. Pinaagi sa pagproseso sa CNC deep quenching ug hardening technology, ang agup-op nga katig-a mahimong moabot sa 56 ~ 60HRC, ug ang giladmon sa gahi nga layer mahimong moabot sa 4mm.

Alang sa bending sa medium ug baga nga mga plato nga adunay lainlaing gibag-on sa plato, ang WILA naghatag usab og Multi-V molds, nga anaa sa duha ka porma: automatic adjustable V port ug manual adjustable V port, sama sa gipakita sa Figure 6. Pinaagi sa numerical control motor o ang adjustment block, ang V nga gidak-on sa pag-abli sa ubos nga agup-op mahimong ipasibo nga arbitraryo sumala sa mga kinaiya sa plato, nga ilabinang angay alang sa bending medium ug baga nga mga plato nga adunay taas nga rebound ug taas nga kusog. Sa samang higayon, ang Multi-V nga agup-op moabut uban sa gahi nga mga roller nga adunay ubos nga friction coefficient, nga makapakunhod pag-ayo sa mga panggawas nga creases sa mga bending nga mga bahin, ug sa samang higayon, kini makapakunhod sa bending sa 10% ~ 30% kon itandi sa ang tradisyonal nga ubos nga agup-op.

May Kalabutan nga mga Produkto
 Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine- Paggamit Kahanas sa CNC Bending Machine
- Ang Prinsipyo sa Pagtrabaho ug Komposisyon sa CNC Press Brake Bending Machine
- Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Unsaon Pagkalkulo sa Bend Allowance Para sa Imong Press Brake
- Ang China Press Brake Bending Machine Mould
- Unsa ang Gibuhat sa Press Brake Dies? Unsa ang Press Brake Tooling?
- Press Brake Machine Bentaha Ug Disbentaha