1. Pagsabot sa proseso sa pagduko: yano nga mga kamatuoran

Bend Allowance = Anggulo * (T/ 180)*(Radius + K-factor *Gibag)Bend Compensation = Bend Allowance-(2 * Set Back)
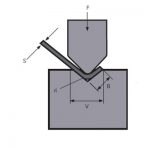
Sulod sa Set Balik = tan (Anggulo / 2) *Radius Outsideset Balik = tan (Anggulo / 2)*(Radius + Gibag-on)

1) Ang radius nga nakuha sa usa ka baluktot nga bahin makaapekto sa gitas-on diin kinahanglan naton putlon kana nga bahin (sa wala pa moliko).
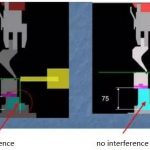
2) Ang radius nga nakuha sa pagduko nagdepende sa 99% sa pagbukas sa V nga gipili namon nga magtrabaho.
Sa dili pa magdesinyo sa bahin ug segurado sa dili pa magsugod sa pagputol sa mga blangko, KINAHANGLANG mahibal-an nato kung unsa ang V opening nga atong gamiton sa pagliko sa bahin sa prensa nga preno.

2. Giunsa ang radius makaapekto sa mga blangko
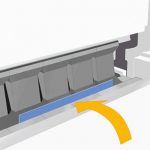
ang usa ka mas dako nga radius "moduso" sa mga bitiis sa among bahin padulong sa gawas, nga maghatag impresyon nga ang blangko giputol "taas kaayo".
ang mas gamay nga radius magkinahanglan ug blangko nga kinahanglang putlon “gamay’g taas” kay sa kon mas dako ang radius.

3. Bending Allowance

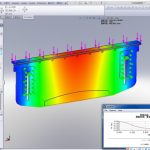
Ang gibuklad nga mga blangko sa ibabaw nga numero kalkulado sama sa mosunod:
B = 150 + 100 + 60 + BA1 + BA2
Unsaon pagkalkulo sa BA1 ug BA2:
Pagkalkula sa bending Allowance
Ang bahin nga kinahanglan natong pakunhuran gikan sa duha ka mga bitiis sa higayon nga magsapaw pinaagi sa pagka-flat, mao ang kasagaran natong nailhan nga "bend allowance" (o BA sa equation).

Pormula sa bending allowance
BA nga pormula para sa pagliko hangtod sa 90°

Ang pormula sa BA alang sa mga liko gikan sa 91 ° hangtod 165 °

iR= Internal Radius
S= gibag-on
Β = anggulo
Π = 3,14159265….
K = K Factor
K hinungdan
Kung nagduko sa usa ka press brake ang sulud nga bahin sa sheet metal gi-compress samtang ang gawas nga bahin gipalapad.
Kini nagpasabot nga adunay usa ka bahin sa palid diin ang mga lanot dili gi-compress o gipalapdan. Gitawag namo kini nga bahin nga "neutral axis."

Ang gilay-on gikan sa sulod sa liko ngadto sa neyutral nga axis mao ang gitawag nato nga K factor.
Kini nga bili moabut uban sa materyal nga atong gipalit ug kini dili mausab.
Kini nga bili gipahayag sa mga tipik. Kon mas gamay ang K factor, mas duol ang neutral axis sa sulod nga radius sa sheet.

K factor = maayong tuning
Ang K factor nakaapekto sa among gibuklad nga blangko. Dili sama sa radius sa bahin, apan mahimo natong hunahunaon kini ingon usa ka maayong pagkalkula sa pag-tune alang sa mga blangko.
mas gamay ang K factor, mas daghang materyal ang gipalapdan ug busa "giduso"…. nga nagpasabot nga ang atong bitiis mahimong "mas dako".
Pagbanabana sa K factor
Kadaghanan sa mga panahon mahimo natong banabanaon ug i-adjust ang K factor kung maayo ang pag-tune sa atong mga blangko nga kalkulasyon.
ang kinahanglan namong buhaton mao ang pipila ka mga pagsulay (sa gipili nga pagbukas sa V) ug sukdon ang radius sa bahin.
Kung kinahanglan nimo nga mahibal-an ang usa ka mas tukma nga K factor, sa ubos mao ang kalkulasyon alang sa pagtino sa eksaktong K factor para sa imong liko.

K factor: usa ka pormula

Pagsulbad sa pananglitan:
B = 150 + 100 + 60 +BA1 + BA2
K factor banabana
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Ang duha ka liko 90° o mas ubos:

buot pasabot:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
busa:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8mm
May Kalabutan nga mga Produkto
 Unsa ang Gibuhat sa Press Brake Dies? Unsa ang Press Brake Tooling?
Unsa ang Gibuhat sa Press Brake Dies? Unsa ang Press Brake Tooling?- Unsa ang Press Brake Crowning
- Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
- Canton Fair
- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Paggamit Kahanas sa CNC Bending Machine
- Pagkalkula sa Bending Force Atol sa Libre nga Bending sa Sheet Metal Bending Machine