Sa bag-ohay nga mga tuig, ang metal brake bending machine kaylap nga gigamit sa lainlaing mga industriya, ug ang pagproseso nga hanay sa mga bending machine nagkalapad. Bisan pa, wala’y sistematikong diskusyon sa pagkalkula sa kusog nga pagyukbo. Sa pagkakaron, adunay halos duha ka matang sa mga pormula sa pagkalkula sa pwersa sa bending nga girekomenda sa mga manwal sa nagkalain-laing press brake bending machine manufacturers.
![]()
P - bending force, KN;
S - gibag-on sa sheet, mm;
l - ang bending nga gitas-on sa sheet, m;
V - ang gilapdon sa ubos nga pag-abli sa mamatay, mm;
σb - Materyal nga tensile strength, MPa.
Ang bending force parameter table nga girekomenda sa tiggama gikalkulo usab sumala sa pormula sa ibabaw.
Ang proseso sa gigikanan ug sakup sa aplikasyon sa pormula sa pagkalkula sa kusog sa bending
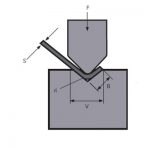
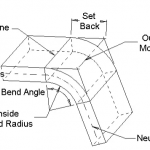
Ang Figure 1 usa ka schematic diagram sa trabaho sa panahon sa sheet bending. Ang mosunod naghubit sa proseso sa derivation sa pormula sa pagkalkula sa puwersa sa bending ug duha ka dugang nga kondisyon sa parameter. Una, adunay ingon nga mga rekomendasyon sa manwal sa produkto. Sa libre nga bending, ang gipili nga ubos nga mamatay nga pag-abli sa gilapdon V mao ang 8 ngadto sa 10 ka beses ang gibag-on sa sheet S. Dinhi atong gikuha ang aspect ratio.

Figure 1 Schematic diagram sa bending
P - bending force
S - gibag-on sa sheet
V - ubos nga die opening width
r - ang sulod nga radius kung ang sheet gibawog
K - ang gilapdon sa pinahigda nga projection sa bending deformation zone![]() =9
=9
Ikaduha, gilista sa tiggama ang katugbang nga mga kantidad sa die width V ug ang sulud nga diametro r sa bending workpiece sa bending force parameter table. Kasagaran r=(0.16~0.17)V. Dinhi, ang ratio sa diameter-sa-lapad ![]() =0.16.
=0.16.
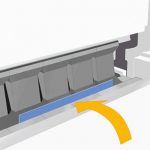
Atol sa proseso sa bending sa sheet metal, ang materyal sa deformation zone anaa sa usa ka kaayo plastik nga deformation estado, ug kini gibawog sa usa ka anggulo sa palibot sa centerline. Sa gawas nga bahin sa bending zone, ang mga micro-crack mahimong makita sa pipila ka mga kaso. Sa cross-section sa deformation zone, gawas sa palibot sa sentral nga layer, ang mga stress sa ubang mga punto duol sa tensile nga kusog sa materyal. Ang ibabaw nga bahin sa neyutral nga layer gi-compress ug ang ubos nga bahin gi-tension. Ang Figure 2 nagpakita sa usa ka cross-section ug katugbang nga stress diagram sa deformation zone.

Figure 2 Stress diagram
S - gibag-on sa sheet
l - sheet bending gitas-on
Ang bending moment sa cross-section sa deformation zone mao ang:

Ang bending moment nga namugna sa bending force sa makina sa deformation zone mao ang (tan-awa ang Figure 1):
![]()
gikan sa![]()
![]()
Kung gigamit ang mga agup-op sa kinatibuk-ang katuyoan alang sa libre nga pagbaluktot sa usa ka makina nga bending, kadaghanan sa sheet metal gibawog 90 °. Ingon sa gipakita sa Figure 3. K mao ang:
![]()
Pag-ilis sa K ngadto sa equation (1), atong makuha:

Ang tensile nga kusog sa ordinaryo nga mga materyales σb=450N/mm2, ilisan ang pormula (2) sa:
![]()
Kini makita gikan sa derivation nga proseso nga kon gamiton ang equation (2) o equation (3) sa pagkalkulo sa bending force, ang duha ka dugang
Ang mga kondisyon sa parameter nga gihisgutan sa ibabaw kinahanglan nga matuman. Sa ato pa, ang aspect ratio![]() =9, ang ratio sa diametro ngadto sa gilapdon
=9, ang ratio sa diametro ngadto sa gilapdon![]() =0.16, kung dili kini hinungdan sa usa ka dako nga sayup.
=0.16, kung dili kini hinungdan sa usa ka dako nga sayup.

Figure 3 Libre nga pagduko
S - gibag-on sa sheet
r - ang sulod nga radius kung ang sheet gibawog
K - ang gilapdon sa pinahigda nga projection sa bending deformation zone
Bag-ong mga pamaagi ug mga lakang sa pagkalkulo sa bending force
Tungod sa mga kinahanglanon sa disenyo o proseso, usahay lisud ang pagtagbo sa labaw sa duha ka dugang nga mga kinahanglanon sa samang higayon. Niini nga panahon, ang girekomenda nga pormula sa pagkalkula dili kinahanglan gamiton aron makalkulo ang kusog sa pagduko apan kinahanglan nga himuon sumala sa mga mosunud nga lakang.
(1) Sumala sa gibag-on sa plato S, ang bending radius r, ug ang ubos nga die opening V, ang gilapdon sa gibag-on nga ratio ug ang diametro sa gilapdon nga ratio gikalkula.
(2) Kalkulahin ang projection gilapdon sa deformation zone sumala sa deformation sa sheet.
(3) Ibutang ang pormula (1) aron makalkulo ang puwersa sa pagduko.
Sa proseso sa pagkalkula, ang kalainan sa bending radius ug ang pagbag-o sa katugbang nga deformation zone gikonsiderar. Ang bending force nga kalkulado gikan niini mas tukma ug kasaligan kay sa resulta nga kalkulado sa kasagarang girekomendar nga pormula. Karon paghatag og usa ka panig-ingnan sa pag-ilustrar, ingon sa gipakita sa Figure 4.

Figure 4 Bag-ong pamaagi sa pagkalkula
Nailhan: Ang gibag-on sa sheet S=6mm, ang sheet nga gitas-on l=4m, ang bending radius r=16mm, ang ubos nga die opening width V=50mm, ug ang materyal nga tensile strength σb=450N/mm2. Pangitaa ang bending force nga gikinahanglan para sa libre nga bending.
Una, pangitaa ang aspect ratio ug diameter-to-width ratio:
![]()
Ikaduha, kuwentaha ang projection gilapdon sa deformation zone:

Sa katapusan, gamita ang equation (1) aron makit-an ang bending force:
![]()
Kung ang naandan nga girekomenda nga pormula gigamit sa pagkalkulo sa kusog sa pagduko:
![]()
gikan sa ![]() = 1.5, makita nga ang kalainan tali sa duha mao ang 1.5 ka beses. Ang hinungdan niini nga sayup mao nga ang bending radius niini nga pananglitan medyo dako, ug ang katugbang nga deformation area gidugangan, mao nga gikinahanglan ang mas dako nga bending force sa panahon sa bending. Niini nga pananglitan, ang ratio sa diameter-to-width = 0.32, nga milapas sa dugang nga mga kondisyon sa mga parameter nga gipaila sa ibabaw. Dayag nga dili angay nga gamiton ang kasagarang girekomendar nga pormula aron makalkulo ang puwersa sa pagbaluktot. Makita nimo ang mga bentaha sa bag-ong pamaagi sa pagkalkula gikan niini nga pananglitan.
= 1.5, makita nga ang kalainan tali sa duha mao ang 1.5 ka beses. Ang hinungdan niini nga sayup mao nga ang bending radius niini nga pananglitan medyo dako, ug ang katugbang nga deformation area gidugangan, mao nga gikinahanglan ang mas dako nga bending force sa panahon sa bending. Niini nga pananglitan, ang ratio sa diameter-to-width = 0.32, nga milapas sa dugang nga mga kondisyon sa mga parameter nga gipaila sa ibabaw. Dayag nga dili angay nga gamiton ang kasagarang girekomendar nga pormula aron makalkulo ang puwersa sa pagbaluktot. Makita nimo ang mga bentaha sa bag-ong pamaagi sa pagkalkula gikan niini nga pananglitan.
Konklusyon
Ang mga lakang ug mga pormula sa pagkalkulo sa bending force nga gipaila dinhi dili lamang magamit sa anggulo nga bending sa sheet metal apan magamit usab sa arc bending (estrikto nga pagsulti, kini kinahanglan nga tawgon nga anggulo nga bending nga adunay usa ka dako nga bending radius). Kinahanglang ipunting nga ang porma sa agup-op espesyal kung ang sheet gibawog sa usa ka porma sa arko. Kung gikalkula ang projection sa deformation zone, kini kinahanglan nga kalkulado sumala sa mga teknolohikal nga mga parameter nga gitakda sa proseso sa teknolohiya, nga dili mapahayag sa usa ka yano nga pormula.
Kung nagdesinyo sa usa ka agup-op nga porma, gamit ang pamaagi nga gipaila sa kini nga artikulo aron makalkulo ang kusog nga pagbaluktot, makuha ang makatagbaw nga mga resulta.
May Kalabutan nga mga Produkto
 Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine- Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Paggamit Kahanas sa CNC Bending Machine
- Mga Kaayohan sa Fiber Lasers alang sa Umaabot nga Pagkamatag sa Nanguna nga mga Industriya
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Canton Fair
- Unsa ang Press Brake Crowning
- Unsaon Pagkalkulo sa Bend Allowance Para sa Imong Press Brake