Ang press brake bending machine nag-una nga naghimo sa tul-id nga linya nga pagyukbo sa plato. Pinaagi sa paggamit sa yano nga mga agup-op ug mga kagamitan sa proseso, ang metal sheet mahimong pug-on sa usa ka piho nga geometric nga porma, ug mahimo usab kini maproseso pinaagi sa pag-inat, pagsuntok, pagsuntok, ug pagpindot sa corrugation. Sa aktuwal nga produksyon, ang CNC press brake machine kay gigamit sa pag-amgo sa bending sa lain-laing mga geometric nga porma sa metal nga mga kahon, kahon shells, U-shaped sagbayan, ug rectangles. Ang pagproseso niini adunay mga bentaha sa taas nga pagkatul-id sa bending, walay mga marka sa ngipon, walay pagpanit, walay mga wrinkles, ug uban pa.
Uban sa padayon nga pag-uswag sa teknolohiya sa paghimo sa CNC bending machine, ang mga bentaha niini sama sa taas nga katukma sa pagposisyon, kasayon, bayad sa kasamok sa zero-activity, ug maayo nga pagkamakanunayon sa mga naproseso nga produkto nahimong labi nga gipaboran sa kadaghanan sa mga kompanya sa paggama sa sheet metal. Apan, uban sa limitado nga mga pangandoy, sa unsa nga paagi sa paghimo sa mas maayo nga paggamit sa bending machine ug sa paghatag sa bug-os nga play sa iyang mga gimbuhaton ug mga bentaha nahimong usa ka problema nga manufacturers sa paggamit sa CNC press brake bending machine pagtagad ug dinalian nga kinahanglan sa pagsulbad. Sa dugay nga proseso sa paghimo ug paggamit, ang Zhongrui epektibo nga nagpalapad sa mga gimbuhaton sa bending machine ug natipon nga kasinatian pinaagi sa pagdugang sa auxiliary tooling, pagbag-o sa mga naa na nga molde, ug ang flexible nga paggamit sa site. Gikuha sa kini nga artikulo ang Zhongrui's CNC press brake machine DA66T ingon usa ka pananglitan ug gipaila ang mga kahanas nga gigamit sa detalye.
Idugang ang auxiliary tooling
Kung gusto nimo himuon nga flexible ug dali gamiton ang tool sa press brake machine, hinungdanon ang pagdugang sa auxiliary tooling. Ang pagdugang sa auxiliary tooling dili lamang makapalapad sa processing range sa CNC bending machine tool apan makapauswag usab sa processing efficiency.
1) Transition plate (nagtabang sa tunga nga plato alang sa paspas nga agup-op)
Ang pag-abli sa gitas-on sa bending machine nagtumong sa gilay-on tali sa taas ug ubos nga mga worktable. Tungod kay ang CNC bending machine DA66T adunay mas dako nga gitas-on sa pag-abli, hunahunaa ang paggamit sa usa ka dako nga pag-abli aron mapalapad ang sakup sa pagproseso. Sama sa gipakita sa Figure 1, ang pagdugang sa laing transition plate ngadto sa orihinal nga transition plate makadugang sa side bending nga gitas-on sa bahin (hangtod sa 85 mm), aron ang lawom nga pagproseso nga adunay mas taas nga kilid nga bending edges mahimo nga ipatuman. Ang hinimo sa kaugalingon nga transition board mahimong ipasibo ang gilapdon sa transition board sumala sa imong kaugalingon nga komon nga mga bahin, ug kini labing angay alang sa pagproseso sa gagmay nga gilapdon nga mga bahin nga adunay mas taas nga bending edges sa duha ka kilid.

2) Eskina sa atubangan nga panel
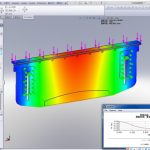
Ingon sa gipakita sa Figure 2, ang atubangan sa makina adunay sulud, nga makabutang sa gagmay nga mga bahin ug makapakunhod sa oras sa pagkuha sa mga bahin. Sa samang higayon, usa ka gamay nga worktable ang gibutang aron mapadali ang pagproseso ug pagkolekta sa gagmay nga mga workpiece.

Gamita ang bug-os nga agup-op
Ang paggamit sa CNC press brake bending machine nag-una nagsalig sa ibabaw ug ubos nga mga agup-op. Kung ang gidaghanon sa mga agup-op gamay ug ang aplikasyon dili flexible, ang pagproseso nga han-ay sa himan sa makina mahimong limitado kaayo. Busa, ubos sa fixed nga mga kondisyon, kung unsaon pag-maximize ang function sa kasamtangan nga agup-op pinaagi sa optimized nga kombinasyon ug partial nga pagbag-o usa ka problema nga kinahanglan hunahunaon sa matag user tool sa makina. Ang mosunod mao ang pagpalapad function nga atong gigamit sa paggamit pinaagi sa pag-usab sa agup-op sa CNC bending machine Pasiuna.
1) Ibabaw nga die grinding tip R
Kung ang taas nga die gigamit sa dugay nga panahon, ang pagsul-ob sa tumoy niini dili regular nga magbag-o. Ang gitas-on sa agup-op nagbag-o ug ang pagkasibu sa bending dili garantiya. Pinaagi sa paggaling, pagtul-id sa tip R, ug pagpares sa mas dako nga V-shaped groove, ang baga nga mga plato mahimong mapilo. Kini nagpalugway sa kinabuhi sa serbisyo sa agup-op.
2) Usba ang mga hulmahan sa scrap aron makab-ot ang lebel
Kung wala ang usa ka composite bending die, ang pagsulbad sa nag-umol nga problema kung giunsa ang pagpadayon sa patay nga ngilit usa ka pananglitan. Ang patay nga ngilit usa ka bawog nga porma diin ang duha ka mga sapaw nagsapaw sa usag usa, ug kasagaran gigamit alang sa pagpalig-on. Sa kinatibuk-an, ang tabla nga labaw sa 2 mm halos walay press dead edges. Pindota ang patay nga ngilit kinahanglan nga maporma pinaagi sa usa ka compound bending mamatay, ug kini kinahanglan nga bahinon ngadto sa labaw pa kay sa duha ka mga proseso nga maporma.
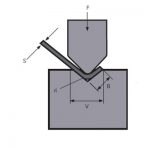
Ang kasagarang gigamit nga pamaagi mao ang paggamit sa usa ka compound bending die, sama sa gipakita sa Figure 3. Sa unang lakang, ang materyal gipilo ngadto sa 30 °, ug sa ikaduhang lakang, ang 30 ° bend angle gibutang sa atubangan nga tumoy sa compound nga agup-op, ug ang materyal gipilo ngadto sa usa ka patay nga ngilit. Apan wala kami usa ka composite bending die, usa lamang ka 30 ° acute angle bending die. Kompletoha ang unang lakang sa composite bending mamatay uban sa kasamtangan nga agup-op, ug ang ikaduha nga lakang makakaplag lamang sa laing paagi. Sa ikaduhang lakang, ang ibabaw ug ubos nga mga agup-op parehas nga patag. Pagkahuman sa pag-analisar, ang tunga nga bahin sa naglungtad nga doble nga v-groove nga ubos nga agup-op mahimong magamit ingon nga bahin sa eroplano, ug ang ibabaw nga agup-op nangita usa ka eroplano. Kuhaa ang naglungtad nga scrapped ibabaw nga agup-op ug galinga ang ngilit sa kutsilyo ngadto sa usa ka patag nga estilo, sa ingon masulbad ang nag-umol nga problema sa press sa patay nga ngilit.

Ang paggamit niini nga hugpong sa giusab nga mga agup-op mahimo usab nga mapatag. Sa aktuwal nga pagproseso, ang mga operator sa mga himan sa makina usahay masayop, lakip ang pagduko sa mga kilid o pagduko nga mga dimensyon nga dili managsama. Sa kaso diin ang mga kinahanglanon sa nawong sa bahin dili taas, kini usa ka kaluoy sa pag-scrap sa bahin, aron lamang matumba ang bending edge nga patag. Ang Knockout hago kaayo, apan kini dali nga mapatag pinaagi sa paggamit sa ibabaw nga kombinasyon sa agup-op. Ang mga bahin mahimong dali nga mapugos pinaagi sa kamot ngadto sa ibabaw ug ubos nga mga agup-op, ug unya ang mga bahin gipatag sa CNC bending machine.
Mga kahanas sa panahon sa operasyon
1) Pagbutang sa bending dies ug mga materyales sa pagproseso
Sa paghan-ay sa plano, ang mosunod nga mga butang kinahanglang tagdon:
a. Paghan-ay sa mga materyales nga parehas ang gibag-on;
b. Hikaya ang mga agup-op sa samang modelo;
c. Ang mga agup-op sa susama nga porma gihikay nga magkauban.
Kini makapakunhod sa oras ug frequency sa pag-ilis sa agup-op.
2) Pagpahimutang sa tuo nga anggulo sa pig-ot ug gagmay nga mga bahin
Kung makitid ug taas ang baluktot nga bahin, dili kini dali nga makit-an. Atol sa pagproseso, kini sa kasagaran mahitabo nga ang post-desisyon positioning, ug ang gibawog nga bahin mao ang sayon nga ikiling. Busa, gamit ang pamaagi nga gigamit sa Figure 4, ang agup-op gipapilit sa ubos nga agup-op aron masiguro ang husto nga anggulo. Kung ang pagduko nga ingon niini, ang bahin dili dali nga ikiling.

3) Bending sa triangular nga mga bahin
Kung ang mga bahin sa pagduko gibawog, ang mga hait nga anggulo nga mga bahin dili sayon nga duol sa likod nga lagda. Kasagaran, kung ang pinakagamay nga dimensyon L ≤10 mm diha-diha dayon sa likod nga lagda, ang positioning device kinahanglan nga tagdon. Sa aktuwal nga trabaho, ang disenyo ug proseso dali nga mapasagdan, ug ang ingon nga mga problema kanunay nga mahitabo. Kung giproseso, sumala sa gidak-on sa bahin, determinado nga ang usa ka piraso gipahiangay sa bending die ug ang doble nga piraso gipahiangay sa pagpaluyo.
4) Idugang ang nipis nga plato R
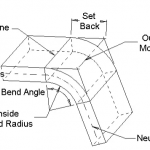
Tungod sa lain-laing mga panginahanglan sa mga kustomer, ang gikinahanglan nga R bili sa bending sulab lahi usab. Sa proseso sa pagproseso, alang sa mga bahin nga wala magkinahanglan og taas nga dimensyon nga katukma, gamita ang usa ka backing plate aron madugangan ang R value aron ang gikinahanglan nga R value makuha human sa pagduko. Sumala sa mga kinahanglanon sa disenyo, ang R nagtumong sa relasyon tali sa V ug sa sulod nga R aron mapili ang gibag-on sa plato ug pil-a kini ngadto sa porma nga gipakita sa Figure 5. Kung gamiton, gamita ang usa ka clamp aron i-clamp ang ibabaw nga agup-op. Kini nga pamaagi dali gamiton ug mahimong magamit sa daghang mga layer.

5) Usa ka bahin ug daghang mga setting sa agup-op
Gigamit ni Zhongrui ang DA66T CNC bending machine nga adunay 2 hydraulic cylinders isip demonstrasyon. Gisulayan ang pag-setup sa multi-molde nga gipakita sa Figure 6, nga mao, ang taas ug ubos nga mga agup-op sa parehas nga modelo gi-install sa mga seksyon sa usa ka higayon, nga makompleto ang pagproseso sa daghang mga liko sa tibuuk nga bahin, nga makunhuran ang oras sa pag-instalar sa agup-op ug balik-balik nga pagdumala sa mga bahin. Sa pagkakaron, ang parehas nga gitas-on nga bending upper die nagpakita sa merkado. Ang gitas-on sa ibabaw nga agup-op mao ang tanan nga uniporme, ug agup-op sa lain-laing mga porma mahimo usab nga gamiton sa sama nga lamesa. Sa niini nga paagi, kini mao ang posible nga sa pagbuhat sa segmental bending sa lain-laing mga agup-op.

6) Mga rekord sa programa sa kasagarang mga bahin
Human maproseso ang kasagaran nga mga bahin, ang mga parameter sa pagproseso kinahanglan nga irekord sa panahon, ug ang programa kinahanglan nga tipigan sa storage area sa bending machine nga adunay numero sa pagdrowing sa bahin, aron kini magamit pag-usab sa umaabot, nga makapakunhod pag-ayo sa usa ka serye. sa mga pagpangandam sa dili pa moliko. Mahimo ka usab nga maghimo usa ka lamesa, nga adunay sulud nga piho nga mga setting sa ngalan sa bahin, numero sa pagguhit, mga graphic, materyal, ug mga parameter sa bending. Ang lamesa gibahin sa steel plates, aluminum plates, ug stainless steel plates. Ang matag matang gipalahi sa gibag-on sa materyal. Ang oras nga gikinahanglan aron makit-an ang kasagaran nga mga bahin maminusan. Kung gihiusa sa proseso nga kard, kini usa ka kompleto nga panudlo sa pagproseso. Bisan ang mga bag-ong empleyado nga adunay gamay nga kasinatian makasunod sa mga pag-aghat sa pagproseso sa mga piyesa.
7) Ang gitas-on sa agup-op dili igo nga moliko sa mga seksyon
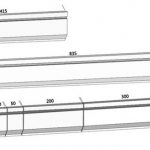
Sa pagproseso sa on-site, kasagaran mahitabo nga ang gitas-on sa agup-op mas gamay kay sa bending edge. Tungod kay daghang mga espesyal nga agup-op ang gitino sumala sa paggamit sa mga fixed nga produkto, ang pamaagi sa gibahin nga bending gigamit kung ang gitas-on sa agup-op mas ubos kaysa sa bending edge. Diin ang gitas-on sa agup-op duol sa bending edge, gision ang ngilit nga patindog sa bending edge, ug dayon pil-a ang bending edge sa gikinahanglan nga gidak-on sa mga seksyon. Ang Figure 7a mao ang wala nga katunga sa gibawog nga bahin, ug ang Figure 7b mao ang tuo nga katunga sa gibawog nga bahin.

8) Paggamit sa stud sa back gauge sa posisyon
Kung ang gidak-on sa gibawog nga bahin dako ug gigamit ang back gauge sa posisyon, ang mga bahin kanunay nga nalunod tungod sa kaugalingon nga gibug-aton, ang gikuptan sa kamot nga bahin mubo, ug ang operator dili dali nga magkupot sa workpiece. Aron masiguro ang lebel sa mga bahin, ang usa ka operator kinahanglan nga gihan-ay sa likod nga lagda aron mahuptan ang mga bahin sa usa ka lebel nga estado pinaagi sa kamot. Busa, sa pagproseso sa maong mga bahin, 2 operators kinahanglan nga gihan-ay. Sa trabaho, nakit-an nga ang back gauge mahimong ipaubos sa usa ka piho nga gidak-on, ug ang mga studs sa back gauge gigamit alang sa pagposisyon, ug ang mga bahin gibutang nga pinahigda sa back gauge. Dili lamang kini makapakunhod sa gidaghanon sa mga operator, apan epektibo usab nga naggarantiya sa katukma sa machining.
9) Lawom nga sirado nga porma bending
Sa aktuwal nga pagproseso, ang lawom nga sirado nga porma nga pagproseso sa bending mahimong magamit nga flexible. Sa pagkawala sa usa ka closed-type lawom nga bending mamatay, sa diha nga bending sa mga bahin sama sa gipakita sa Figure 7, ang clamping estado nga gipakita sa Figure 8 gisagop. Ibulag ang transition board, ang gilay-on gamay nga mas dako kaysa sa gilapdon sa bahin, ug ang gidak-on gigahin nga makatarunganon, ug ang duha ka bahin mahimong mabawog sa usa ka higayon.

Ang mga pamaagi sa pagproseso ug mga teknik nga gipaila sa ibabaw makasulbad sa mga problema sa pagproseso sa usa ka dako nga gidaghanon sa susama nga mga bahin sa mga produkto, ug angayan kaayo alang sa pagpalambo sa mga produkto nga adunay daghang mga barayti, gagmay nga mga batch ug mubo nga mga siklo sa produksyon. Pinaagi sa kini nga mga pamaagi, dili lamang ang paggasto sa mga galastuhan sa tooling maluwas, apan mahimo usab nga mub-an ang siklo sa produksiyon ug pagproseso, pagkunhod sa gasto sa produksiyon, ug pag-ayo ang kalidad sa produkto. Kini nga mga pamaagi sa pagproseso ug mga kahanas sa paggamit mahimo usab nga magamit ug ma-promote sa CNC press brake bending machine nga adunay parehas nga istruktura.
May Kalabutan nga mga Produkto
 Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Ang Prinsipyo sa Pagtrabaho ug Komposisyon sa CNC Press Brake Bending Machine
- Ang China Press Brake Bending Machine Mould
- Unsaon Pagkalkulo sa Bend Allowance Para sa Imong Press Brake
- Unsa ang Press Brake Crowning
- 2021 Katapusan nga Giya sa Metal Brake Machine