Kombensiyonal nga pagkasunod-sunod sa bending
1. Mubo nga kilid una ug taas nga kilid una: Sa kinatibuk-an, sa diha nga ang tanan nga upat ka kilid gibawog, pagpilo sa mubo nga kilid una ug unya ang taas nga kilid mapuslanon sa pagproseso sa workpiece ug sa asembliya sa bending agup-op.
2. Peripheral una ug dayon tunga-tunga: Ubos sa normal nga mga sirkumstansya, kasagaran kini magsugod gikan sa periphery sa workpiece ug mopilo paingon sa sentro sa workpiece.
3. Partial una, unya tibuok: Kung adunay pipila ka mga istruktura sa sulod o sa gawas sa workpiece nga lahi sa ubang mga bending structures, kasagaran kini nga mga istruktura gibawog una ug dayon ang ubang mga bahin.
4. Ikonsiderar ang interference nga sitwasyon ug ihan-ay ang bending sequence nga makatarunganon: ang bending sequence dili static, ug ang processing sequence kinahanglang i-adjust sa tukmang paagi sumala sa bending nga porma o mga babag sa workpiece.

Adlaw-adlaw nga paggamit nga detalye sa bending machine molde
1. I-on ang gahum sa press brake bending machine, i-turn sa key switch, i-press ang oil pump aron magsugod, ang bending machine oil pump magsugod sa pagtuyok, ug ang makina wala pa magsugod sa pagtrabaho.
2. Ang pag-adjust sa stroke nanginahanglan ug trial run kung opisyal nga gisugdan ang hulmahan sa bending machine. Sa diha nga ang ibabaw nga mamatay sa bending machine manaog sa ubos, kinahanglan nga adunay usa ka gintang sa gibag-on sa plato. Kung dili kini hinungdan sa kadaot sa agup-op ug sa makina. Ang pag-adjust sa stroke aduna usab electric quick adjustment ug manual fine adjustment.
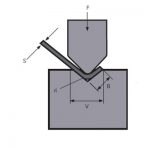
3. Alang sa pagpili sa notch sa bending machine nga agup-op, usa ka notch nga 8 ka beses ang gilapdon sa gibag-on sa plato kasagarang gipili. Kung imong iduko ang usa ka 4mm sheet, kinahanglan nimo nga mopili usa ka slot nga mga 32.

4. Susiha ang overlap ug kalig-on sa ibabaw ug ubos nga mga agup-op sa bending machine; susiha kung ang mga kagamitan sa pagpoposisyon nakab-ot sa mga kinahanglanon sa pagproseso. Kanunay nga susihon ang nagsapaw sa ibabaw ug ubos nga mga agup-op; kung ang mga instruksyon sa pressure gauge nagtagbo sa mga regulasyon.
5. Sa diha nga ang sheet gibawog, kini kinahanglan nga compacted sa pagpugong sa sheet gikan sa pagbayaw ug pagpasakit sa operator sa panahon sa bending.
6. Ang suplay sa kuryente kinahanglang putlon sa dihang mag-adjust sa sheet metal die, ug ang operasyon kinahanglang hunongon.
7. Sa diha nga ang pag-usab sa pag-abli sa ubos nga mamatay sa variable bending machine, walay materyal nga gitugotan sa pagkontak sa ubos nga mamatay.
8. Gidili ang paggamit sa bending machine dies aron mapilo ang baga nga puthaw nga mga plato o gipagahi nga steel plate, high-grade alloy steels, square steels, ug sheets nga molapas sa performance sa sheet metal bending machine aron malikayan ang kadaot sa makina nga himan. .
9. Palonga ang bending machine, ug ibutang ang mga bloke nga kahoy sa ubos nga mga agup-op ubos sa mga silindro sa duha ka kilid aron ipaubos ang ibabaw nga slide plate ngadto sa mga bloke nga kahoy. Paggawas una sa programa sa control system, dayon putla ang suplay sa kuryente.

May Kalabutan nga mga Produkto
 Luwas nga Mga Lagda sa Operasyon sa Hydraulic Power Press Machine
Luwas nga Mga Lagda sa Operasyon sa Hydraulic Power Press Machine- Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
- Paggamit Kahanas sa CNC Bending Machine
- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
- Kasagarang mga Kasaypanan ug Pamaagi sa Pag-troubleshoot alang sa Upat ka Kolum nga Hydraulic Press
- Pag-ayo sa Kasagarang Kapakyasan sa Hydraulic Shearing Machine ug Pagmentinar sa Oil Circuit System
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Unsa ang Press Brake Crowning
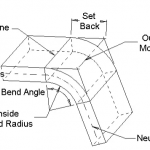
- Unsaon Pagkalkulo sa Bend Allowance Para sa Imong Press Brake