Ang press brake punch/die gibahin ngadto sa taas ug ubos nga mga agup-op, nga gigamit alang sa pagporma ug pagbulag sa mga agup-op sa sheet metal. Ang agup-op alang sa pagporma adunay usa ka lungag, ug ang agup-op alang sa pagbulag adunay usa ka pagputol. Ang punch/die sa press brake machine adunay dakong impluwensya sa katukma sa workpiece. Sa proseso sa bending, ang agup-op mao ang tanan nga nagkontak sa workpiece.
Ang press brake namatay sa bending machine/press brake kay L-shaped, R-shaped, U-shaped, Z-shaped, ug uban pa. Ang ibabaw nga die kasagaran 90 degrees, 88 degrees, 45 degrees, 30 degrees, 20 degrees, 15 degrees, ug uban pa anggulo. Ang ubos nga agup-op adunay 4 ~ 18V double groove ug single groove nga adunay lain-laing mga groove widths, ingon man R lower mold, acute angle lower mold, flattening mold, etc.

Ultra-taas nga katukma
Importante kaayo alang sa katukma sa agup-op nga makaapekto pag-ayo sa katukma sa workpiece atol sa proseso sa bending. Ang pagsul-ob sa agup-op kinahanglan nga susihon sa dili pa gamiton. Ang pamaagi sa inspeksyon mao ang pagsukod sa gitas-on gikan sa atubangan nga tumoy sa ibabaw nga agup-op ngadto sa abaga ug ang gitas-on tali sa abaga sa ubos nga agup-op. Alang sa naandan nga mga agup-op, ang pagtipas matag metro kinahanglan mga ± 0.0083mm, ug ang kinatibuk-ang pagtipas sa gitas-on kinahanglan dili molapas sa ± 0.127mm. Sama sa alang sa tukma nga paggaling nga agup-op, ang katukma matag metro kinahanglan nga ± 0.0033mm, ug ang kinatibuk-ang katukma kinahanglan dili labaw sa ± 0.0508 mm. Kasagaran girekomenda nga gamiton ang maayong paggaling nga mga agup-op para sa mga electro-hydraulic bending machine o torsion shaft bending machine, ug mga naandan nga agup-op para sa mga manual bending machine.
Ang himan nga seksyon sa CNC press brake machine sama sa ubos:

Awtomatikong gitakdang pag-instalar
Ang ibabaw nga die na-install kung ang slider mosaka sa taas nga patay nga sentro, ug ang sistema sa pag-clamping sa agup-op makapadayon sa daghang mga agup-op sa lugar hangtod nga magamit ang presyur sa pag-clamping.
Hydraulic clamping nga sistema
Ang hydraulic clamping system mao ang labing epektibo nga pamaagi sa clamping. Ang bag-o ug daan nga mga makina makagamit niini nga clamping system, makadaginot sa oras ug gasto. Kung ang sulud nga nagdala sa karga sa daan nga bending machine nadaot, ang hydraulic clamping system mao ang labing kaayo nga kapilian aron masulbad ang kadaot, samtang gipauswag usab ang kahusayan sa pag-clamping ug pag-instalar.

Awtomatikong ipislit sa lugar
Kung gipadapat ang presyur sa pag-clamping, ang ibabaw nga mamatay gibira ug awtomatiko nga gipislit sa lugar. Giwagtang niini ang panginahanglan nga pug-on ang ibabaw nga agup-op ngadto sa ubos sa agup-op sa panahon sa proseso sa bending.
Ang pagpili sa punch/die
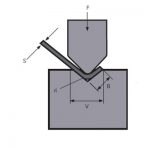
Una, tinoa ang gibag-on sa sheet nga iduko. Pananglitan, gusto nimong iduko ang 0.75mm hangtod 6.30mm nga gibag-on nga mga palid. Dayon, i-multiply ang gibag-on sa pinakanipis nga panid sa 8 aron mabanabana ang minimum nga gikinahanglan nga V-die size. Niini nga pananglitan, ang usa ka 0.75mm nga plato mao ang minimum nga agup-op nga gikinahanglan, mao nga 0.75 × 8 = 6. Ikatulo, i-multiply ang gibag-on sa pinakabaga nga sheet sa 8 aron mabanabana ang gikinahanglan nga maximum nga V-shaped nga die size.
8 ka beses nga prinsipyo
Sa ato pa, ang pag-abli sa pormag-V nga agup-op kinahanglan nga 8 ka beses ang gibag-on sa sheet. I-multiply ang gibag-on sa sheet sa 8 aron mapili ang labing duol nga agup-op. Pananglitan, ang usa ka 1.5mm nga gibag-on nga plato nanginahanglan usa ka 12mm nga agup-op (1.5 × 8 = 12mm). Kung kini usa ka 3.0mm nga plato, gikinahanglan ang 24.0mm nga agup-op. (3.0×8=24.0). Kini nga ratio makahatag sa pinakamaayo nga pagpili sa anggulo, mao nga daghang mga tawo ang nagtawag niini nga "labing maayo nga pagpili". Kadaghanan sa gipatik nga bending chart nasentro usab niini nga pormula.
Mga lagda sa pagpili sa modelo
Ang lagda sa pagpili alang sa bending L-shaped workpieces mao nga walay mga lagda, hapit bisan unsa nga ibabaw nga mamatay mahimong gamiton. Busa sa diha nga ang pagpili sa ibabaw nga mga agup-op alang sa usa ka grupo sa mga workpieces, L-shaped workpieces mahimong giisip nga katapusan, tungod kay hapit bisan unsa nga ibabaw nga agup-op mahimong moliko kanila. Kung gibawog kini nga mga L-shaped nga workpieces, girekomenda nga gamiton ang ibabaw nga mga agup-op nga mahimo usab nga iduko ang ubang mga workpiece. Sa pagpalit sa mga agup-op, ang dili kaayo maayo. Dili lamang kini aron mamenosan ang gasto sa agup-op kondili aron usab makunhuran ang gidaghanon sa mga porma sa agup-op nga gikinahanglan ug aron makunhuran ang oras sa pag-instalar.


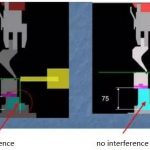
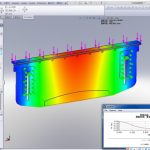
Kung ang taas nga seksyon sa workpiece mas taas kaysa sa ubos nga seksyon, kinahanglan ang usa ka gooseneck nga mamatay. Kung ang ibabaw nga seksyon sa workpiece mas mubo kaysa sa ubos nga seksyon, ang bisan unsang ibabaw nga mamatay maayo. Kung ang taas nga seksyon ug ang ubos nga seksyon sa workpiece parehas ang gitas-on, gikinahanglan ang usa ka acute-angle upper die. Sa katingbanan, ang taas nga pagmando sa pagpili sa mamatay nag-una nagdepende sa pagpanghilabot sa workpiece, diin ang bending simulation software mahimong adunay hinungdanon nga papel. Kung ang gigamit nga sistema dili makasundog sa kahimtang sa bending, mahimo nimong gamiton ang drowing nga adunay background sa grid aron mano-mano nga susihon ang interference sa ibabaw nga agup-op nga workpiece, ingon sa gipakita sa numero sa ubos.


Walay indentation agup-op
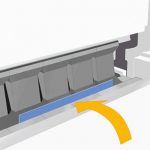
Hapit tanan nga tipikal nga V-shaped bending machine molds magbilin ug pipila ka mga marka sa workpiece, kini tungod kay ang metal gipugos sa agup-op sa panahon sa bending. Sa kadaghanan nga mga kaso, ang mga marka gamay o madawat. Ang pagdugang sa radius makapakunhod sa mga marka. Apan usahay bisan ang pinakagamay nga marka dili madawat, sama sa gipintalan o gipasinaw nga mga palid sa dili pa moliko. Ang mga pagsal-ot sa nylon mahimong gamiton sa pagwagtang sa mga indentasyon, sama sa gipakita sa hulagway sa ubos. Ang pagyukbo nga wala’y indentasyon labi ka hinungdanon alang sa mga gigama nga eroplano o mga bahin sa aerospace tungod kay lisud alang sa mga inspektor nga susihon ang usa ka bahin gamit ang hubo nga mata ug mailhan ang mga garas ug mga liki.

May Kalabutan nga mga Produkto
 Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine
Giunsa Pagpili ang Tonnage sa Hydraulic Press Brake Machine- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Paggamit Kahanas sa CNC Bending Machine
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Pagkalkula sa Bending Force Atol sa Libre nga Bending sa Sheet Metal Bending Machine
- Unsa ang Gibuhat sa Press Brake Dies? Unsa ang Press Brake Tooling?
- Pila ka Matang sa Hydraulic Press Brake
- Ngano nga Magdugang usa ka Sistema sa Kompensasyon sa usa ka Press Brake Bending Machine
- Unsa ang Press Brake Crowning
- Unsaon Pagkalkulo sa Bend Allowance Para sa Imong Press Brake