Sa daklit ipaila ang proseso sa produksiyon sa stainless steel sink. Ang produksyon sa stainless steel sinks kasagaran naglakip sa pagpili sa mga hilaw nga materyales, mga proseso sa produksyon, nawong pagtambal, ug uban pa.
Pagpili sa hilaw nga materyales
Sa pagkakaron, ang mga stainless steel nga materyales nga sagad gigamit sa mga domestic stainless steel sink manufacturers mao ang 0.8-1.0mm nga gibag-on nga stainless steel nga mga palid, nga labing angay alang sa produksyon sa mga lababo. Kung ang plato nipis kaayo, kini makaapekto sa kinabuhi sa serbisyo ug kalig-on sa lababo. Kung baga kaayo ang plato, dali ra madaot ang nahugasan nga pinggan.

Proseso sa produksiyon
Adunay duha ka nag-unang proseso sa pagtambal alang sa stainless steel sink basins: welding ug usa ka higayon nga pagporma.
1. Pamaagi sa welding
Ang pamaagi sa welding mao ang pagsuntok sa nawong sa groove ug sa lawas sa groove nga gilain, ug dayon ikonektar ang duha pinaagi sa welding, ug pun-on ug polish ang nawong sa weld. Kasagaran, walay welding trace sa atubangan nga panagway. Kini nga pamaagi sa produksiyon ug pagproseso kay yano sa proseso ug mahimong makab-ot pinaagi sa gagmay nga mga kagamitan sa punch press ug yano nga mga agup-op. Kasagaran, gigamit ang 0.5-0.7mm nga stainless steel nga mga palid. Kini nga pamaagi sa pagproseso adunay gamay nga pagkawala sa panahon sa proseso sa produksiyon ug ang gasto medyo ubos. Busa, ang presyo sa stainless steel lababo nga gihimo niini nga pamaagi mao ang medyo ubos. Karon basta kini usa ka produkto gikan sa usa ka regular nga tiggama, ang proseso sa welding gi-welded pinaagi sa numerical control wave resistance welding, ug ang kalidad gipasa. Adunay duha ka paagi:
1) Ang una mao ang naglibot nga welding sa planggana ug ang panel, gitawag usab nga seam welding (ubos nga welding).
Ang bentaha niini mao ang nindot nga panagway. Human sa higpit nga pagtambal, dili sayon ang pagpangita sa mga welds, ug ang ibabaw sa lababo patag ug hapsay. Ang disbentaha mao nga ang pipila ka mga konsumedor nagduhaduha sa kalig-on niini. Sa pagkatinuod, ang kasamtangan nga teknolohiya sa welding nag-una naglakip sa sub-arc welding ug ang pinaka-abante nga numerical control resistance welding, ug ang kalidad milabay na. Ang disbentaha niini nga pamaagi sa welding mao nga kini naggamit sa sobra nga materyal ug kinahanglan nga mosuntok sa duha ka steel plate.
2) Ang lain mao ang butt welding sa duha ka single basins ngadto sa usa, gitawag usab nga butt welding.
Ang bentaha mao nga ang planggana ug ang panel hingpit nga gituy-od ug naporma, nga lig-on ug lig-on. Ang disbentaha mao nga ang mga pagsubay sa welding sayon nga makita, ug ang flatness gamay nga mas grabe. Sa tinuud, ang pipila nga gitawag nga one-step double-tank sinks wala gitatak gikan sa usa ka piraso sa materyal apan gipahaum-welded sa duha ka single nga planggana. Kung gipalit nimo kini, mahimo nimong hatagan ug pagtagad ang solder joint anaa sa tunga sa duha ka lababo, nga makita gikan sa likod nga bahin. Ang usa ka plato gisumbag sa duha ka lababo. Walay ingon nga teknolohiya sa kalibutan. Ang labing lisud nga butang nga buhaton alang sa butt-welded pot mao ang pagsiguro sa patag nga nawong sa kolon. Kung kini masiguro, nan kini ang labing kaayo nga paagi. Tungod kay gigamit niini ang parehas nga materyal sama sa kinatibuk-ang pag-inat, mahimo usab nga masulbad ang problema sa pag-inat sa conjoined stretching.
Ang kalidad sa welding sa lababo mao ang labing kritikal nga butang nga makaapekto sa kinabuhi sa lababo. Ang maayo nga welding makapugong sa taya ug desoldering. Ang welding kinahanglan nga hapsay, hapsay, hugot, walay bakak nga welding, taya spots, ug burrs. Ang tanan nga doble nga planggana kansang giladmon nga labaw sa 18cm gi-welded. Tungod kay ang double basin nga tangke giinat labaw pa sa 18cm sa samang higayon (ang giladmon sa tangke, dili ang kinatibuk-ang gitas-on sa tangke ug sa kilid sa tangke)), kini ang limitasyon sa giladmon sa teknolohiya sa pagproseso.
2. Usa ka higayon nga pagporma sa integral nga paagi sa pag-inat (panguna nga gigamit alang sa usa ka groove)
Kini nga pamaagi sa pagproseso sa mga stainless steel sinks gihimo sa usa ka tibuuk nga panid sa materyal, nga nanginahanglan medyo taas nga kagamitan sa pagproseso ug mga agup-op. Tungod kay ang usa ka higayon nga pagporma nanginahanglan taas nga kalidad ug ductility sa sheet, kini sagad gisumbag sa usa ka 0.8-1mm nga gibag-on nga stainless steel sheet. Gamit ug integral molds ug imported punch press equipment. Tungod sa dako nga pagkawala sa pagputol sa ngilit sa sheet sa paghimo sa usa ka shot nga pamaagi sa paghulma, ug ang taas nga pagpamuhunan sa mga hulmahan ug kagamitan, taas ang gasto. Busa, ang stainless steel sink nga gihimo niini nga pamaagi mas mahal.
Ang us aka higayon nga proseso sa paghimo sa paghulma popular kaayo, ug ang proseso sa paghimo niini lisud. Kini nga matang sa teknolohiya sa produksiyon gikinahanglan kaayo, ug ang usa ka piraso nga proseso sa pagporma usa ka importante nga proseso, nga nagkinahanglan og taas nga steel plate nga materyal. Nasulbad niini ang problema sa leakage nga gipahinabo sa welding sa basin body nga ang weld dili makasugakod sa corrosion sa nagkalain-laing kemikal nga likido (sama sa detergent, stainless steel cleaner, ug uban pa). Apan adunay daghang mga kakulangan sa pag-flush sa usa ka plato sa lababo, sama sa:
1) Ang kinatibuk-ang gibag-on sa naporma nga lababo dili patas, medyo nipis, kasagaran mga 0.7mm. Kini nga teknolohiya wala pa mabuntog sa pagkakaron, ang ubos sa lababo nipis kaayo, ug ang mas maayo nga basin gibag-on kinahanglan nga 0.8-1.0mm.
2) Ang lababo dili mahimong lawom kaayo. Tungod kay kini lawom kaayo, ang bungbong sa lababo mahimong nipis ug mabuak, ug ang sobra ka mabaw nga tubig dali nga mobuswak, nga lisud gamiton.
3) Ang pag-inat sa mga tangke sa tubig kasagarang nanginahanglan ug taas nga temperatura nga pag-annea, kasagaran sa temperatura nga labaw sa 1200 degrees. Pagkahuman sa ingon nga pagtambal, ang pagkagahi sa tangke sa tubig natural nga nahuyang, ug ang katig-a sa tangke sa tubig siguradong nakompromiso.
4) Sa mga termino sa pagtambal sa ngilit, ang kinatibuk-ang gituy-od nga palanggana kasagaran usa ka layer nga flanging. Sa usa ka bahin, posible nga putlon ang mga kamot sa trabahante sa pag-install. Ang labing importante nga butang mao nga walay "reinforcing rib" ug ang gibug-aton dili igo. Sa samang higayon, lisud nga makab-ot ang epekto sa pag-sealing sa tubig.
5) Ang kinatibuk-ang stretch panel lisud nga mahimong patag.
6) Taas kaayo ang gasto. Tungod sa hilabihan ka taas nga mga kinahanglanon alang sa mga materyales ug mga proseso, ang gasto sa usa ka palanggana halos nadugangan.
Ang bentaha sa usa ka higayon nga pagporma sa lababo mao nga ang materyal mas maayo kaysa sa welded basin, ang proseso komplikado, ug ang pagproseso lisud. Ang proseso sa pag-welding sa lababo yano ra, ug ang plato dili maayo nga pagkaporma sa usa ka higayon, apan ang relatibong presyo medyo mas barato, ug ang gibag-on sa ubos nga plato mas baga usab kay sa usa ka higayon nga pagporma. Sa yanong pagkasulti, walay kalainan sa paggamit tali sa usa ka welded lababo ug usa ka piraso nga lababo. Bisan pa, tungod sa mga hinungdan sa proseso, ang integrated stainless steel sink dili mahimo nga lawom kaayo ug adunay problema sa pagsabwag sa tubig. Ang labing inila nga bentaha sa integrated lababo mao nga kini dili pagtulo mga problema tungod sa welding gintang sa basin dili corroded sa lain-laing mga kemikal nga mga likido (sama sa detergents, stainless steel cleaners, ug uban pa). Apan kini nga bentaha wala nay mga bentaha tungod sa taas nga panahon sa warranty.
Pagtambal sa nawong
Sa pagkakaron adunay upat ka mga matang sa mga proseso sa pagtambal sa nawong alang sa mga stainless steel sinks: Ang usa kay frosted (brushed), ang usa mao ang sandblasting (matt pearl silver surface), ang ikatulo mao ang polishing (salamin), ug ang ikaupat mao ang embossing.
1. Frosting (drowing sa wire)
Sa pagkakaron, ang labing kaylap nga gigamit nga proseso sa pagtambal sa nawong sa industriya sa pagproseso sa stainless steel sink mao ang frosting (wire drawing). Ang ubang mga tiggama naghimo sa proseso sa frosting nga yano, ug ubos usab ang gasto. Gamita lang ang grinding wheel sa pagpasinaw. Ang ingon nga mga kostumer wala’y taas nga mga kinahanglanon sa nawong sa materyal. Ang usa ka gamay nga depekto sa nawong mawagtang pagkahuman sa pagpasinaw niini sa daghang mga higayon.
Sa pagkakaron, ang pipila ka stainless steel distribution units sa Wuxi ug Zhejiang nagpaila sa tibuok roll oil grinding equipment, nga nagpataas sa threshold alang sa stainless steel sink processing enterprises. Kinahanglan nga hatagan og dugang nga pagtagad ang kalidad sa nawong sa produkto. Siyempre, ang paggaling sa lana sa tibuok nga rolyo usa usab ka pagsulay sa kalidad sa nawong sa materyal, lakip na ang estilo sa pagproseso sa nawong nga gikinahanglan sa kustomer, ang direksyon sa texture, ug uban pa. Ang mga depekto nga sayon nga makita niini nga pagproseso. Ang proseso mao ang banda sa kalainan sa kolor, ang pattern sa vibration, ug ang indentation ug ang giladmon sa pattern tungod sa pagsira o pagbag-o sa bakus sa panahon sa pagproseso.
2. Sandblasting (matt pearl silver surface)
Ang epekto sa stainless steel sink pagkahuman sa sandblasting mao ang pearl matt. Ang bentaha niini mao nga kini dili mopilit sa lana, ug kini nindot kaayo. Kini nga proseso sa pagtambal sa nawong popular kaayo ug uso sa Europe. Sa pagtambal sa nawong sa pipila nga mga gamit sa panimalay, hapit tanan nga mga tiggama sa eksport nagsagop niini nga istilo sa pagproseso. Ang sandblasting kasagaran naggamit sa shot blasting glass beads, ug dayon sa kemikal nga pagtambal sa nawong.
3. Pagpasinaw (salamin)
Ang pagpasinaw (salamin) kay kaylap nga gigamit nga estilo sa pagtambal sa nawong sa unang mga adlaw. Bisan pa, kung kini nagsalig sa manwal nga pagpasinaw sa sinugdanan o mekanikal nga pagpasinaw sa ulahi, kini mao ang pagtinguha sa usa ka hapsay ug mapalandong nga nawong. Ang patag nga nawong, mas taas ang lebel sa pagpamalandong. Ang pagpasinaw adunay taas nga mga kinahanglanon sa materyal mismo, ug ang kalidad sa nawong lisud kontrolon sa panahon sa pagproseso, ug kini usab ang labing sayon nga scratch. Ug pagkahuman sa dugay nga panahon, nawala ang epekto sa salamin.
4. Pag-emboss
Ang embossed nga estilo gihimo sa embossed nga materyal. Wala'y stock niini nga materyal sa mga domestic steel mill, ug ang teknolohiya sa produksyon niini nga materyal dili magamit sa tanan nga puthaw nga mga tanum, mao nga ang gasto niini medyo taas. Ang embossed nga materyal mao ang kaayo wear-resistant. Ako personal nga naghunahuna nga kung ang pagkapopular niini nga materyal mahimong sama ka popular sa ubang mga materyal nga gitambalan sa ibabaw, kini usab mailhan sa merkado.

Ang piho nga proseso sa pagporma sa stainless steel lababo
1. Pagporma sa stretch
1) Makina: kasagarang mogamit ug mas dako nga toneladang hydraulic press (200T) o labaw pa sa pag-inat sa plato.
2) Mould: Ang anggulo kinahanglan dili kaayo tul-id, kasagaran direkta sa ibabaw sa φ10, ang istruktura kinahanglan nga makatarunganon.
3) Materyal: Kasagaran, ang gibag-on sa plato gikinahanglan nga sulod sa 0.8-1.0mm. Kung kini molapas niini nga range, bisan ang usa ka 500T hydraulic press mahimong huyang.
4) Pagtambal sa kainit: Ang kinatibuk-ang gituy-od nga tangke sa tubig sa kasagaran nagkinahanglan og taas nga temperatura nga annealing treatment, kasagaran sa temperatura nga labaw sa 1200 degrees, aron mawagtang ang internal nga stress human sa pag-inat.
5) Surface treatment: wire drawing, polishing, polishing (kasagaran hapsay).
6) Proseso: Human sa pagdugang sa drowing sa lana sa mamatay, ang plato mahimong gituy-od hapsay, annealing pagtambal human sa pagporma, ug nawong pagtambal.
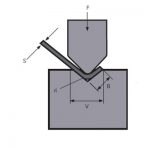
2. Paghulma sa kamot
1) Makina: kasagaran naggamit sa press brake bending machine, hydraulic press alang sa pagporma, ug argon arc welding machine alang sa welding.
2) Mga fixtures: bending fixtures, hydraulic press molds.
3) Materyal: Tungod kay ang proseso nagsagop sa bending, ang gibag-on sa plato dili limitado, ug ang usa ka makatarunganon nga gibag-on sa kasagaran gisagop sumala sa ekonomiya.
4) Welding: Sumala sa gibag-on sa materyal, lain-laing mga welding sulog mahimong mapili, pananglitan, ang welding kasamtangan ubos sa 220A gigamit alang sa 1.2mm.
5) Surface treatment: wire drawing, polishing, polishing (kasagaran hapsay).
6) Proseso: Kasagaran, ang sheet gibawog ug naporma una, ug dayon ang mga kilid sa kilid giwelded sama sa usa ka origami nga kahon, ug sa katapusan gihimo ang pagtambal sa ibabaw.
May Kalabutan nga mga Produkto
 Apil kanamo sa pagbuhat ug BIG NEGOSYO!
Apil kanamo sa pagbuhat ug BIG NEGOSYO!- Unsaon Pag-operate ang Guillotine Shearing Machine
- Ang WILA Episyente nga Solusyon sa Pagduko nga Medium ug Baga nga mga Palid
- Giunsa Pagpili ang Angay nga Mamatay sa Press Brake Bending Machine
- Unsa ang Gibuhat sa Press Brake Dies? Unsa ang Press Brake Tooling?
- Conventional Bending Sequence ug Daily Use Specification of Bending Machine Mould
- Canton Fair
- QC11Y 12x6000mm Hydraulic Guillotine Shear Gihatud sa Argentina
- Nanguna sa 10 Guillotine Shearing Machine Manufacturers
- 1000W 1500W 2000W Manwal nga Handheld Laser Welding Fiber Laser Welder Machine Para sa Stainless Steel Metal Sheet